|
Ürün ayrıntıları:
|
| Malzeme: | Karbon Çelik, Paslanmaz Çelik | Standart: | ASME ,ASTM , JIS , DIN ,EN |
|---|---|---|---|
| Yüzey İşlem: | tablo | Marka adı: | Authentic |
| teknik: | Dövme | Model numarası: | karbon çelik bağlantı parçaları |
| Renk: | Siyah, Galvanizli, Yağ | ||
| Vurgulamak: | 8 inç karbon çelik dirsek,astm a234 wpb karbon çelik dirsek,dövme dirsek astm a234 |
||
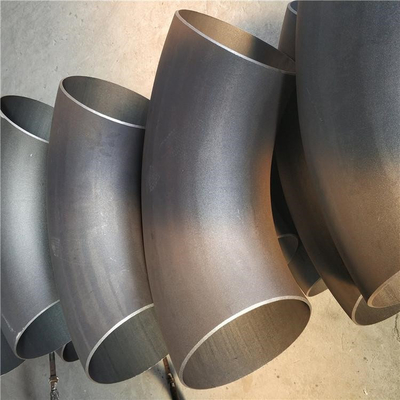
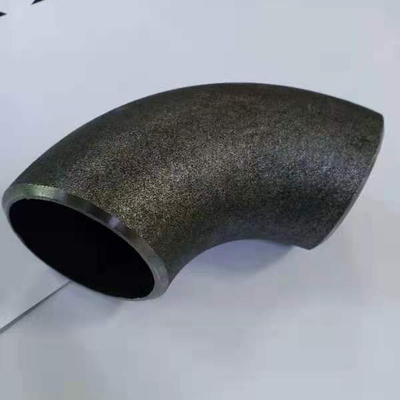
Karbon Çelik Dirsek Dikişsiz Dövme ASTM A234 WPB Dirsek 8 İnç
Tip :büyük çaplı karbon çelik boru dirseği
yarıçap:Kısa yarıçaplı karbon çelik dirsek
Derece:30.60.90 derece Kısa yarıçaplı karbon çelik dirsek
Başvuru:gemi inşa, petrol, kimyasal, gaz, güç, inşaat, vb
Ürün adı:Dirsek
Boyut:1/4” ila 48” Dış Çap 13,7 mm ila 1219 mm
Standart: ASTM/ANSI.B16.9 ASTM/ANSI B16.28 ASTM /ANSI B16.11 ASTM/ANSI B16.25BS1965 BS1640
DIN 2605 DIN2615 DIN2616 DIN2617
JIS B2311 JISB2312 JISB2313 JISB2316
ISO 3419-1981 ISO5251-1981
Malzeme:A234 WPB, A105, A283-D, A135-A, A53-A, A106-A, A179-C, A214-C, A192, A226, A315-B, A53-B, A106-B, A106-C, A178 -C, A210-A-1, A210-C.
sertifikalar: API5L ,ISO 9001:2008,SGS, BV, ccic
Duvar kalınlığı:SCH10, SCH20, SCH30, STD, SCH40, SCH60, SCH80, SCH100 SCH120, SCH160, XS, XXS
Yüzey İşlem:siyah boya, vernik, yağ, galvanizli
İşaretleme:Standart işaretleme veya isteğinize göre.İşaretleme Yöntemi: Sprey beyaz boya
Ambalajlama:tahta sandık ve palet
Ölçek:Kimyasal Bileşen Analizi, Mekanik Özellikler, Teknik Özellikler, Dış Boyut Muayenesi, hidrolik test, X-ray Testi.
| İsim | Karbon Çelik Alın kaynaklı dikişsiz boru bağlantısı |
| Boyut | 1/2" - 48" |
| Duvar Kalınlıkları | SCH20, SCH30, STD, SCH40, SCH60, XS, SCH80, SCH100, SCH120, |
| SCH140, SCH160, XXS | |
| Bitiricilik | Siyah boya, Galvanizleme, Pas önleyici yağ |
| Öğeler | Dirsek 90°/45° L/R(S/R), Eşit Te, Küçültme Te, Eşmerkezli Redüktör |
| Eksantrik Redüktör, Kapak, Dirsek 180° | |
| Standart |
Amerikan Standardı Malzeme: Karbon çeliği ASTM A234 WPBBoyutlar: ASME B16.9/B16.28 |
|
DIN Standardı Malzeme: ST37.0 Boyutlar: DIN2605/2615/2616/2617 |
|
|
JIS Standardı Malzeme: JIS G3452 Boyutlar: JIS 2311/2312 |
Alın kaynak dirseği çelik sıcak pres veya dövme dirsekten yapılır ve bağlantı şekli dirsek ve çelik borunun doğrudan alın kaynağıdır.Eğrilik yarıçapına göre bölünmüş dirsek, uzun yarıçaplı dirsek ve kısa yarıçaplı dirsek ayrılabilir;basınç seviyesi ile yaklaşık on yediye bölünür ve en yaygın kullanılan STD ve XS ikisi olan Amerikan Standart boru aynıdır;büküm noktalarının açısına göre 45 derece alın kaynak dirseği, 90 derece dirsek ve 180 derece dirsek ve diğer farklı açılar vardır;malzemeye göre bölünür: karbon çeliği, alaşımlı çelik ve paslanmaz çelik.
Alın kaynaklı dirseklerin sınıflandırılması:
(1) Alın kaynaklı dirsek, eğrilik yarıçapına göre uzun yarıçaplı alın kaynak dirseği ve kısa yarıçaplı alın kaynak dirseğine ayrılabilir.Uzun yarıçaplı alın kaynaklı dirseğin eğrilik yarıçapı, borunun dış çapının 1.5 katına eşittir, yani R=1.5D.Kısa yarıçaplı alın kaynaklı dirseğin eğrilik yarıçapı, borunun dış çapına eşittir, yani R=1D.D, alın kaynaklı dirseğin çapıdır ve R, eğrilik yarıçapıdır.Özel bir tanım yoksa genel tercih 1.5D dirsektir.
(2) basınç seviyesi yaklaşık on yediye bölünürse ve Amerikan Standart boru aynıysa: Sch5s, Sch10s, Sch10, Sch20, Sch30, Sch40s, STD, Sch40, Sch60, Sch80s, XS;Sch80, Sch100, Sch120, Sch140, Sch160, XXS, en sık kullanılan STD ve XS ikisinden biridir.
(3) dirseğin açısına göre, 45 derece alın kaynak dirseği, 90 derece alın kaynak dirseği ve 180 derece alın kaynak dirseği ve diğer farklı açı dirsekleri vardır.
(4) malzemeler: karbon çeliği, alaşımlı çelik ve paslanmaz çelik.
Alın kaynaklı dirsek nasıl oluşur?
1. yöntem: kullanım tipi dövme pres makinesi borunun sonunda olacak veya parça dışarı atılacaktır, böylece genellikle döner dövme makinesi, biyel tipi, silindir tipi ile kullanılan dış kaynaklı dirsek.
2. haddeleme yöntemi: genellikle mandrel olmadan, yuvarlak kenarlı kalın duvarlı boru için uygundur.Çekirdek borunun içine yerleştirilir ve dış silindir, yuvarlak kenarın işlenmesi için kullanılacak silindir tarafından preslenir.
3. damgalama yöntemi: konik çekirdekli zımba üzerinde, tüpün ucu gerekli boyut ve şekle genişletilir.
4. bükme yöntemi: yaygın olarak kullanılan üç çeşit yöntem vardır, gerdirme yöntemi adı verilen bir yöntem, damgalama yöntemi adı verilen başka bir yöntem, üçüncü silindir yöntemi, 3 - 4 ve iki, sabit bir silindir, bir silindir ayarı, sabit silindir mesafesini ayarlayın, bitmiş ürün bükülmüş borudur.
5.. Yöntem: bir tanesi kauçuk boruya yerleştirilir, sıkıştırma zımbasıyla boru şişkinliği oluşur;diğer bir yöntem ise orta boruda hidrolik şişirme, sıvı dolumu, sıvı basıncıyla boru tamburuna oluklu boru şeklinde üretimi en çok bu yöntemdir.
Genellikle alın kaynaklı dirsek, çeşitli boru hatlarının farklı kaynak standartları nedeniyle boru hattının şantiyesinde kaynaklanır ve boru hattı kaynaklarının derecesine göre yerinde kaynak yapılması gerekir.Alın kaynak dirseğinde kaynak dikişi vardır.
Kaynak işlemindeki dirsek, dirseğin kısa ömrünün neden olduğu kaynak korozyonu veya korozyonunda dirseği önlemek için dış ortamın veya boru hattının pas veya korozyon tedavisinin fiili durumuna göre tamamlanır.
Kaynak öncesi dirsek, deformasyonu önlemek için kaynak dirseği, dirseğin her iki tarafındaki bütünün grubu kiremit uçlarına bakar, paslanmaz çelik ark plakası ve omurga ile güçlendirilmiştir.Geleneksel kaynak yöntemlerine göre, kaynak maliyeti ve bel küçük karides daha büyük çap göz önüne alındığında argon kaynağına ihtiyaç duyar, argon zordur, iki kaynakçının içinde ve dışında kaynak yaparken yukarıdaki faktörleri kapsamlı ve simetrik olarak kaynak yapar, bu da argon sorununu çözer ve kalıbı da çok iyi.Argon nokta kaynağının kaynak teknolojisi A022'dir ve kaynak teli HOOCr21Nil0'dır.Alt katmanda argon ark kaynağı kullanılmaktadır.Kaynak işleminden önce, sıçramanın borunun yüzeyine yapışmasını önlemek için kaynak dikişinin sol ve sağ taraflarının 100 mm aralığındaki tebeşiri fırçalayın ve kaynak işleminden önce küçük bir akım uygulayın.Çok katmanlı, çok geçişli, sürekli kaynak.Genel olarak kaynaktan sonra, lehim bağlantıları ve sıçrama kaynaklı dirsek yüzeyi, kaynak öncesi bitmiş ped, tahribatsız test, kaynağın iç ve dış yüzeyinde parlatıldı.Kurulum sahasına dirsek nakliyesinden sonra dekapaj ve pasivasyon dekapaj, kurulum işinin arkasındaki saha.
![]()
![]()
![]()
İlgili kişi: Susan
Tel: +8613111786679
Faks: 86-66-00302